With paint prep finished in the last article Block Party Blues we can take a moment to look at other problems.
So, I have a boat… You may be familiar with the real world definition of a boat – “A hole in the water surrounded by wood/fiberglas/aluminum that you pour money into”.
Outboard motors have changed through the years. They used to be simple two stroke engines that were easy to work on. As the T-shirt says, “them days is gone”… Modern outboards, like the 115 horsepower Mercury we have, are computer controlled four stroke electronic fuel injected engines as complex as anything you will find in a car. Clean, powerful, and reliable – until something goes wrong. At which point the marine mechanics start smiling and mummering Ka-ching! Ka-ching! to themselves.
When we had the boat out on vacation last year it was running very badly. So badly that we left it tied at the dock and spent most of out time driving around Northern New Hampshire instead of puttering around the lake. This worked out OK; we found some new places that we want to visit again.
After we got back home we dragged the boat over to the marina where they diagnosed the problem as cracked insulators on two spark plugs (out of four), which they replaced and declared the boat “good to go!”.
On the next trip to the lake the boat ran better, but still not good. Idle was rough and the motor didn’t have any power. It took forever to get up on plane and top speed was way down. Basically, the engine felt “flat”. Sigh, more work to do.
Running through a mental checklist of possible problems, the top candidates looked like bad fuel (the gas in the boat was 2-3 years old), deposits building up somewhere in the fuel system – most likely the fuel injectors, or problems with one or more spark plugs.
Taking the suspects in order:
The fix for bad gas is to replace it with good gas. We ran the boat as much as we could while we were at the lake, going through 3/4 of a tank of gas. We then filled up with premium, on the theory that premium has more detergents than regular and will do a better job of cleaning the fuel system. Of course we did this at exactly the peak of the 2022 gas price spike – 19 gallons at over $6.00 per gallon. OUCH! That’s Imperial level pricing!
Cleaners help with clogged fuel systems. Since this is a marine engine, order a bottle of Mercury Marine Quickleen Engine and Fuel System Cleaner and dump it in the gas tank.
Since only two spark plugs had been replaced, order a set of four spark plugs and replace ’em all.
Replacing the spark plugs went normally for the first three. While removing the fourth I discovered the electrical connector to the coil pack was completely loose – not good as these are locking connectors. As soon as the plug was out I got very suspicious:
One of these is not like the others
Three of these plugs look like you would expect – some black soot from combustion, but they look great. The fourth plug, on the other hand, shows no signs of combustion. No soot, no deposits, and what might be traces of dried gasoline on the insulator.
In fact, it looks like what you would expect from a new spark plug if the plug lead was never hooked up!
This was too simple… Since I had new plugs I went ahead and replaced it. And then made sure that the coil pack connector was firmly locked in place!
Back out on a local lake the boat idled smoothly and jumped up on plane. I couldn’t check top speed on this small lake, but the boat felt “right”. I’m going to declare victory!
Next: one last thing to get the Imperial ready for paint in Handle This!
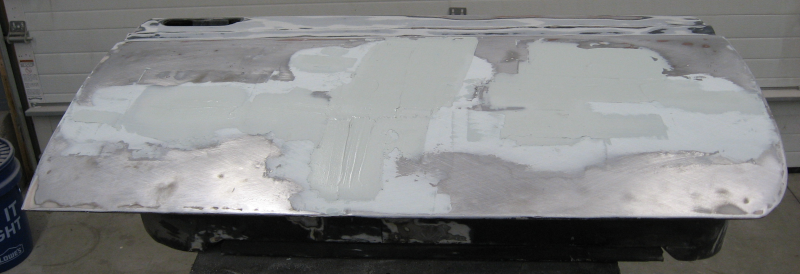
With the body work “finished” (more on that later…) in Wrangling Rust it was time to perfect the surface. In other words, spray on several heavy coats of high build primer and sand down the whole car with sanding blocks to produce a perfectly flat surface for paint. This is often called a block party because it goes a lot faster with several people working on it.
Block parties are universally loathed because this process is tedious, long, and frustrating. Further, since I’m an introvert, it is a party of one. As mentioned several times, the Imperial has about 63 acres of sheet metal – and each square inch has to be sanded to perfection. Multiple times.
I’ve had problems with high build primer in the past where I get thin coats instead of the thick coats you want. After searching I finally found the 1.7mm primer nozzle for the spray gun – the standard nozzle is 1.4mm in diameter, which is too small for this thick primer.
I always read the instructions before mixing up a batch of paint or primer to make sure I get the correct ratios of the various ingredients for each specific paint. This time I noticed something new – the paint instructions called for 30-40psi of air pressure, rather than the 20-22psi used with regular paint. OK, adjust the spray gun with the new large nozzle to 30psi, mix up a batch of high build primer, and spray a test panel.
WOW! What a difference! The spray gun laid down a smooth thick layer of the high build primer, exactly the way it was supposed to go. After allowing the primer to dry over night a guide coat was applied and the the miserable process of block sanding began. Yes, it was tedious, long, and frustrating.
The results were quite encouraging. Overall the car is straight. The guide coat revealed several small dents, a few shotgun pits I had missed, and some areas around the body repairs that needed a little more attention. Glazing putty/finish putty filled in these areas and was sanded flush with the primer.
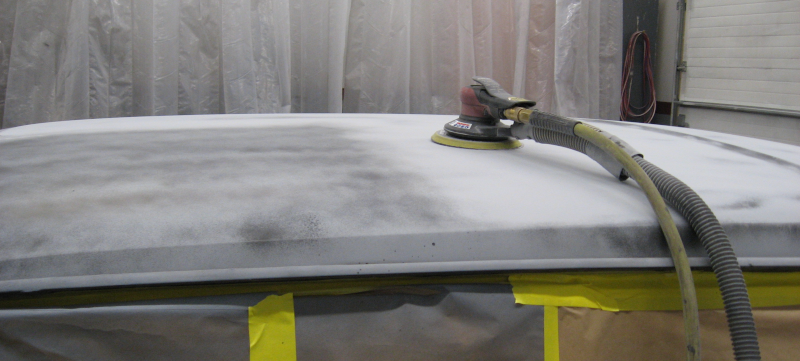
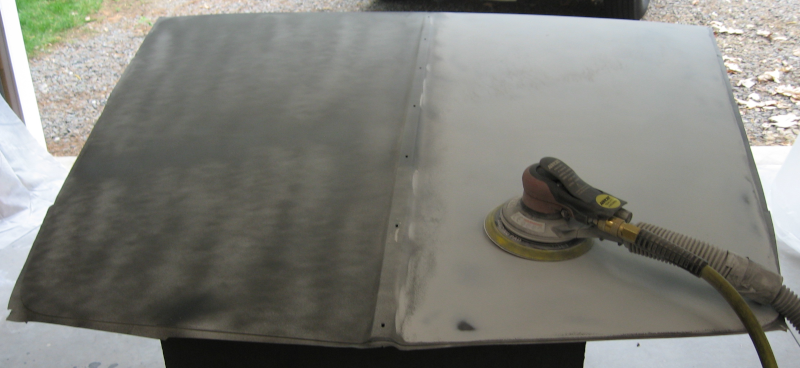
Block sanding the roof. DA sander attached to shop vac greatly reduces dustDoor after block sanding. Shotgun pits (dark circles) and repair area in lower left need more attention.Rear of car after block sanding
Ah, a miserable task completed! As I sat for a moment contemplating the car with a feeling of accomplishment three things came to mind.
This is close but it could be better. The surface is smooth but not yet completely flat.
I have more high build primer.
I’m not very bright.
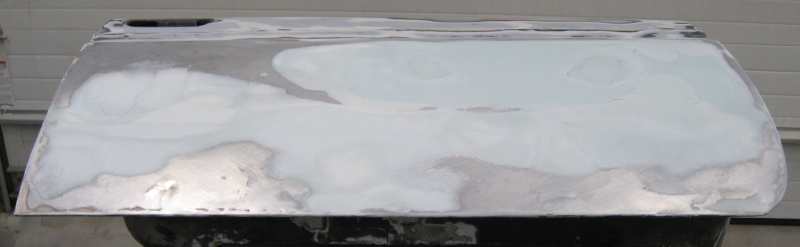
FINE. Set up the spray equipment, mix up another batch of high build primer, spray a heavy coat over the entire car (have I mentioned 63 acres?), clean up, and walk away muttering to myself about a total lack of intelligence and sense of self preservation.
Come back the next day and repeat the drill. Apply guide coat and then block sand until you see nothing but gray.
Hmm, this is coming out a lot better! The guide coat is sanding out, showing that there aren’t low spots. I’m not sanding through to bare metal – or even to the original coat of epoxy primer – so there aren’t high spots. In fact, it is sanding out to a surprisingly uniform coat of high build primer. OK, this was worth the extra work!
The last thing to do before spraying the final seal coat of epoxy primer was to peel up the weatherstrip around the trunk. You can guess what happened… Yup, major rust in the weatherstrip channel which allowed water into the trunk. It had been “repaired” by gooping (technical term) a lot of weatherstrip adhesive on the weatherstrip and sticking it back in place.
Rust and holes in trunk weatherstrip channelRusted corner of weatherstrip channel
This is a bit tricky to repair – the weatherstrip channel is narrow and deep, making it challenging to cut and weld replacements. In addition to being narrow and deep, the corner is curved in two directions.
Sigh. Clean the painting and sanding supplies off of the work table, dig out the metal working tools, and drag out the welder. Start working from the center out and do it small piece by small piece. Make and re-make cardboard templates until one is good. Using the template, cut the repair piece out of sheet metal and bend to shape. Lay the replacement panel on the area to be replaced, mark around it, and cut out the bad metal. Put the replacement piece in place and tweak the replacement piece and the car until it fits. Tack weld the replacement piece in place and move on to the next one.
Once all of the repair pieces are tack welded in place and everything looks good, stitch weld all seams. Grind out the welds and stitch weld again between the previous welds. Repeat the process until all seams are solid. Stand back and admire a now solid and leak free trunk channel.
Repaired trunk weatherstrip channel.
While the repair is solid it has (literally!) some rough edges. A bit of body filler, some quality time with various shapes of sanding blocks, and it looks great.
NOW, can I FINALLY FINISH THIS FREAKING JOB????
Vacuum the dust and grit off of the car and the floor of the workshop. Wash down the car with PrepSol, changing the cleaning rags frequently. Decide I wasn’t thrilled by the large amount of dirt on the rags, so wash down the entire car again.
Mix up a batch of epoxy primer, then go over the car with a tack rag during the 15 minutes the epoxy primer is setting up. FINALLY spray the last coat of epoxy primer – spraying the entire car takes about 20 minutes. This last coat of epoxy primer is a seal coat – it seals the high build primer and provides a foundation for the final color coat.
As a side note. it is frustrating how a “paint job” involves hundreds of hours of preparation and tens of minutes of actual painting. And the quality of the final paint depends almost entirely on the preparation – while you can certainly screw up the final paint there is no way the final paint can hide preparation problems. There is probably some sort of life lesson here.
The outcome? Not bad. Not bad at all. The seal coat looks good which means the body looks good. All of the places on the car that bothered me have been addressed – rust, dents, shotgun pits, cracked paint, damaged paint – all have been fixed Now to get the actual color coat on the car!
Final seal coat of primer
I contacted the auto body shop about scheduling paint. I had originally spoken to them in April, thinking I would be ready in May. At that time they could fit me in. Now, in August, they are looking at a six week backlog. I should be able to get in around the middle of September. Hopefully. When I mentioned it took me about three months longer than expected to finish the job their comment was “yeah, that’s about right.”
Time to take a break and then get to other projects I’ve been putting off. She Who Must Be Obeyed has a list of house projects. Like converting a screened in porch to a three season room. I have things on my list – starting with cleaning the workshop to get rid of all of the paint and welding dirt. And, of course, planning the next steps on the Imperial. Like chrome. And interior. Maybe getting the HVAC system actually working. Hmm, perhaps some more electrical enhancements. The factory radio really needs to be upgraded. Oh, right, the transmission is still leaking Why am I suddenly feeling tired again?
Next: boat related trouble shooting of a Flat Mercury.
Let’s take a break from Wrangling Rust and look at the dashboard.
A common problem with older cars is inaccurate gauges. Perhaps the worst offender is the gas gauge, with many (most?) 1960’s Mopars having dead or wildly wrong gas gauges.
The fuel sender is a float in the gas tank that moves an electrical wiper over a wire wound resistor. In addition to mechanical wear, the fuel tank is a corrosive environment. When you can find a replacement fuel sender it often doesn’t work well with the gas gauge.
I had this problem with the Imperial. The gas gauge never read over 1/2 full, even with a freshly filled tank. When I removed the old sender it was so corroded it literally fell apart in my hands. Like many other parts for these old Imperials a replacement sender was hard to find.
Of course the new fuel sender didn’t work well with the gas gauge.
I was able to bend the float lever on the new sender to get it to read full when the tank is full. However, the gas gauge reads empty when the tank is still 1/4 full. This is much better than reading 1/4 when the tank is actually empty, so I have been living with it.
A recent email from the Online Imperial Club mentioned MeterMatch. This is a small electronic box that fits between the sender and the gauge in the dashboard and allows you to match the sender to the gauge.
MeterMatch
From their web site: “To calibrate MeterMatch, you first set the sender to a known value. For example, fill your fuel tank. Set the MeterMatch to program mode, then with the up and down buttons, make your gauge read what you want for that sender value. When you are satisfied with the reading, press the “save” button, and the value is remembered in the MeterMatch. Do the same process with the sender reading a value near the other end of its range, and you are done. MeterMatch interpolates from these values to make the gauge read proportionately at values above, below, and between the calibration values. It also has cardinal-point values stored inside that you can use if you know the resistance of your sender.”
If you are installing a new fuel sender you would temporarily connect it to the fuel gauge before installing it in the gas tank. Raise the float to its highest position and adjust the MeterMatch so that the gas gauge reads full, then lower the float to its lowest position and set the gas gauge to empty.
You can also set intermediate calibration points to make 1/4, 1/2, and 3/4 on the gas gauge completely accurate.
I haven’t used MeterMatch yet but it is a very interesting device I will probably add in the future. I’m mentioning it here in case anyone else needs it. And to be completely frank, so I can find the link in two years when I can’t remember it…
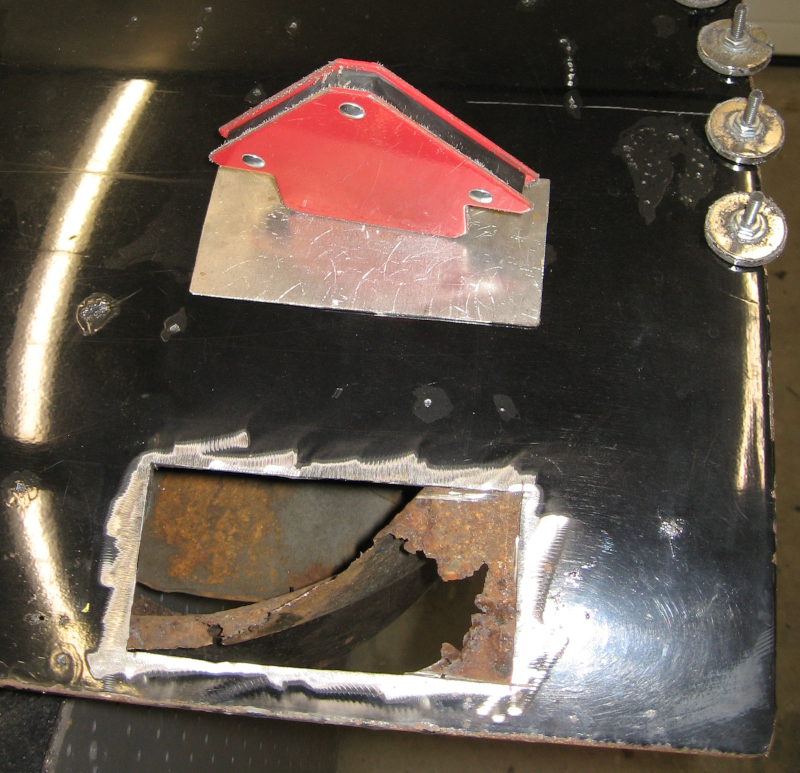
After several weeks of travel it was back to the Imperial. First job: remove that nasty “patch” mentioned in the previous article I’m a Stripper… The pop rivets drilled out easily, but for some reason the flange on the bottom of the patch was attached by screws. Which were firmly rusted in place. After application of two different impact guns, vice grips, and high explosives (actually the high explosives were only considered; I ended up substituting strong language instead), the screws finally came out and the panel came off.
Under the original “patch” panel
Yeah, that’s not good. That whole area needs to be cut out and replaced with solid metal. There are also rust holes several inches beyond the “patch” panel. Of course this leads into an area with complex curves.
You know the drill by now: divide the large complicated damaged area into several smaller and simpler areas. Create and fit a cardboard template for the first area. Repeat until you have a template you are happy with. Transfer the cardboard template to sheet metal and cut it out. Form this new sheet metal patch to the contours of the car. When you are happy with the fit, trace around the patch panel onto the car body and then cut out the damaged area. Grind the edges of the patch and the body until you have a good fit. Stitch weld the patch in place and grind the welds. Stitch weld the gaps and grind down the new welds. Repeat until all of the seams are solid.
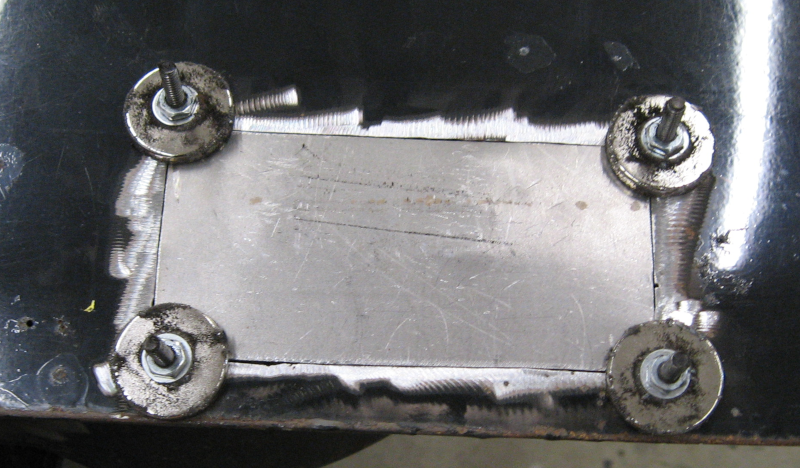
The first patch covers the center of the rusted area. This area is curved in a single direction and is fairly easy to fit.
Center patch fitted and welded in place
Repeat this process with additional patches. This incremental approach lets you fit each new patch to both the previous patch and to the shape of the car body – you don’t cut out any of the car body until you have fitted the patch that will replace it. Building up complex shapes out of small pieces makes it fairly straightforward to match the complex curves around the wheel well and the back bumper reveal.
When everything is done you have a solid patch that replaces all of the rusted areas and matches the original curves and body lines.
Finished patchDetails of rear bumper character lines
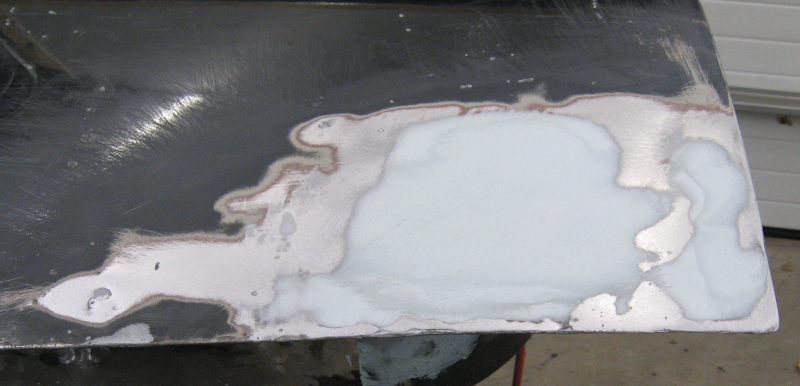
Can you tell exactly where the metal was replaced? If not that is a good sign! While the metal forming is finished the work isn’t done. The new metal, especially the seams, aren’t completely flat and smooth. Body filler is applied to the low areas and sanded down, leaving a nearly finished surface to be perfected later using high build primer and block sanding.
Completed patch with body filler
The other side of the car wasn’t much better, so lather, rinse, and repeat the process with a similar end result.
Passenger side patch
I’m fairly happy with how these patches turned out. The tricky areas, namely the wheel wells and the ridge for the rear bumper, are very close to the original – I don’t think you will be able to tell where the work was done. I had a bit of warping along the welded seam of the main patches – this is common with relatively flat panels. Normally you would planish the welds to minimize this, but planishing requires access to both sides of the weld for hammer and dolly work. The warping wasn’t severe and was corrected with minimal amounts of body filler but it still annoys me.
The frustrating thing about repair work like this – if you do a good job no one will know that you did anything…
In the last article, Hoodie 2, we finished working on the hood. Which meant it was time to move on to the rest of the car.
Paint serves many functions. It is the most visible part of a car, driving your perception of the car. It is a protector, keeping the underlying metal from rusting. And it is an opaque barrier, hiding whatever is beneath – whether it is solid metal or Bondo… This last part is critical with old cars.
I’ve already covered several discoveries hidden by paint and trim. And strongly suspect that there are more hidden surprises lurking under that sinister black paint. There are several bad areas in the paint – it looks like something was left on the hood which ate into the paint:
Damaged paint on hood
Several spots on the trunk lid are down to primer:
Damaged paint on trunk
There are areas where the paint is badly cracked:
Cracked paint
And most interesting are the numerous speckles on both sides of the car – with the exception of the front passenger door, which we know was previously repaired. These speckles go completely through the paint, there is grey metal at the bottom of the holes that looks like lead, and the holes haven’t rusted. My theory is that the car was shot with a shotgun – repeatedly. I would really like to know more about the history of this car!
Shotgun blast?
Between the known issues and the unknown issues the only way to prepare the Imperial for paint is to completely strip the entire car down to bare steel, repair as needed, and build up a foundation for new paint. I have to become a stripper – a paint stripper!
But how?
An orbital sander is much, much too slow. A flap disk takes paint off quickly but damages the metal. Chemical paint strippers are incredibly messy and don’t work well – EPA regulations have made paint stripper less toxic and less effective than it used to be. What is left?
Research turned up something called strip disks. These are basically a sponge like material with abrasives embedded in the plastic and are designed to go on an angle grinder. The theory is that they are abrasive enough to remove paint, the open mesh keeps the abrasive from getting clogged with paint (an issue when using sandpaper), and they don’t damage the underlying steel.
Paint stripping disk
Worth a try, so a box of BHA Easy Strip Discs was ordered. Many choices are available; this one was chosen based on a combination of good reviews and a mid-range price. My theory is that the cheapest choice is cheap for a reason, the expensive choices may be either good or simply over priced, and that medium price ranges are often the best balance of quality and cost.
With a strip disk mounted on the angle grinder, an N95 face mask strapped firmly in place, and safety goggles perched on my nose I cautiously approached the Imperial, ramped the grinder up to 11,000 rpm and applied it to a test area.
The strip disk worked great! It quickly and completely removed the paint and left the underlying metal undamaged. In fact you could still see the various imperfections in the surface of the steel. This will work!
Well, “quickly” is relative. We are talking about removing paint at the rate of square inches per minute. A single door takes about half a day, and a fender takes half a day to a day. Reaching the center of the roof and trunk lid is a major stretch – and the grinder gets heavy very quickly when waving it around at full extension of your arms. Bracing yourself in position so that you can stretch that far uses leg muscles that aren’t used for any other purpose – as they remind you for the next three days… Stripping paint off of a large care is literally a pain!
The bad news is that it took over a week of incredibly dirty days and two boxes of strip disks to complete this miserable task. I ended each day looking like a racoon once I took off the face mask and safety goggles. I left my clothes in the basement to avoid tracking dirt through the house and had to run them through the washing machine twice to completely remove the paint dust from both the clothes and the washer. The water going down the shower drain looked like something out of an Alfred Hitchcock movie – in black and white, of course!
The good news is that the paint was completely removed, giving me a solid foundation for a good paint job.
The results?
Front clipSide and roofTrunkRear Quarter Panel
The strip disk turns the paint into paint dust creating a massive mess. How massive? As previously mentioned this car has about 64 acres of surface area. It requires about a gallon of primer and 1-1/2 gallons of paint to cover it, or about 2-1/2 gallons total. Automotive paint is roughly 80% solvent and 20% solids. This means that there is about 1/2 gallon of solid paint on the car which is turned into dust. Plus any Bondo that was hidden under the paint – and Bondo is applied much thicker than paint. Of course dust takes up more space than the equivalent solid, so we are looking at creating 1-2 gallons of paint dust – which is blown off the car at high speed by the angle grinder. This dust ends up EVERYWHERE! On the car, on the floor, in the back yard where it has been sucked out by the vent fan, on the protective curtains, on the shop tools, and everywhere in the shop.
Not to mention in the shop vac. The trusty shop vac was used almost continuously to try to manage the paint dust. The car and floor were vacuumed repeatedly. I emptied the shop vac and cleaned the shop vac filter at least 4-5 times during this project.
With all of the paint removed from the Imperial and the car, floor, table, shop equipment and other miscellaneous surfaces vacuumed it was possible to take stock of the actual condition of the body.
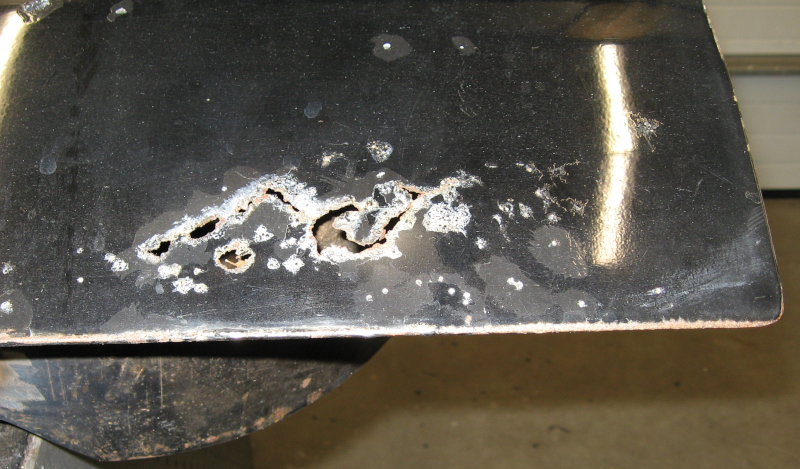
Uh Oh – what is that at the bottom of the quarter panel previously hidden under a layer of bondo?
Surprise!
Surprise! One of the worst ways to “repair” rust – just pop rivet a piece of sheet metal over the top of the rusted area, cover with Bondo, and paint to match. Plus other rust holes that had just been Bondo’d over.
Actually, this was almost good news. I had seen evidence of this patch panel on the bottom of the quarter panel and was afraid it covered a much larger area. Stripping off the paint showed more rusted areas on the other quarter panel, although without the nasty patch.
This whole area will be cut out and new patches welded in place. Only a skim coat of body filler will be needed, unlike the 1/4″+ applied over the riveted patch. It will take time to patch these areas properly – but it will be done properly this time!
Other details were also revealed. Several small dents turned up that need to be fixed as well as a couple of larger dents. The shotgun blasts will need work. I’m not nearly as close to being ready for paint as I had hoped to be.
But, overall, the car is solid and in good shape. There were fewer surprises than I really expected. The rusted areas hidden under the paint are in areas that are almost guaranteed to rust on older cars. There is surprisingly little rust in the front fenders and the rocker panels are solid. Even though I’m complaining about what was hiding under the paint, I really can’t complain.
Just to add to the entertainment, I won’t be able to work on the car for several weeks. It can’t be left as bare steel as it will start to rust again. Since there is paint dust everywhere I had to vacuum everything, remove all of the old masking, vacuum again, wash twice with solvent, mask everything again, wash with solvent, go over it with a tack rag, and spray a coat of primer. Which I did.
Imperial sprayed with epoxy primer
The epoxy primer leaves a flat back finish that is popular today, especially on hot rods. It looks positively evil on this car, and I mean that in a good way. I’m tempted to black out the chrome trim, put it back together, and drive it like this! I’m not going to, but it is tempting…
When I get back to work on the car the plan of attack is rust repair followed by dent repair. I have to figure out how to deal with the shotgun blasts – hopefully high build primer will take care of this. The whole car will be sprayed with high build primer and the surface perfected. Once the surface is perfect a final coat of epoxy primer will be applied and then the car will be ready for the paint shop.
With the bottom of the hood done in Hoodie I flipped the hood over and tackled the top. The top of the hood has bothered me since I got the car – something had been laid on top of the hood that attacked the paint, there were areas where the paint was badly cracked, and multiple large stone chips. Basically it looked horrible.
Hood Problems
The hood needed to be completely stripped of paint, skim coated with body filler, and primed. The DA sander I used to strip paint off the door in Door Four Debacle worked but was very slow. A flap disk on an angle grinder quickly stripped all the paint off the hood – but at a cost. Even though I was careful the flap disk noticeably gouged the surface, leaving marks that would clearly telegraph through the finished paint. Fortunately I was already planning to skim coat the hood, which will hide the gouges. The flap disk is clearly too aggressive for paint removal. Something else is needed for the rest of the car – hopefully something faster than a DA sander…
Paint stripped with flap disk and smoothed with DA sander. Gouges still show.
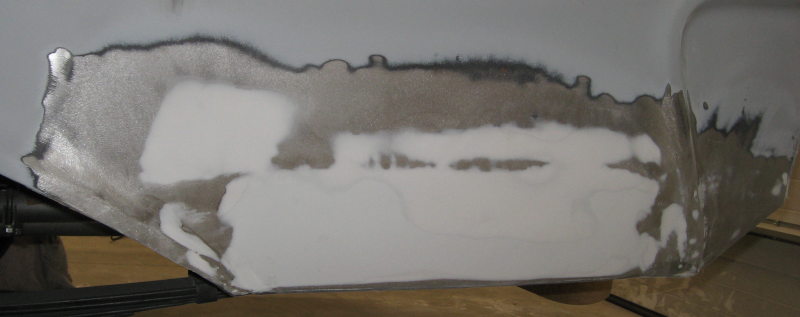
With the paint gone a thin coat of body filler was applied and worked with the body board to produce a completely flat surface. Here you can see the high areas have been sanded down and low areas remain.
Light areas have been sanded; dark strips are low spots.
Working large areas of filler with a body board is a huge amount of work. After a couple of hours of back breaking (and shoulder breaking and biceps breaking and wrist breaking) work to get partially done I called it quits for the day and headed inside to order power tools.
A jitterbug, more properly a straight line air sander, is the tool of choice in body shops. A jitterbug is fast – too fast if you don’t know what you are doing. The general recommendation is to use a manual body board until you learn how to work filler. I decided that I had learned enough with the manual board and was ready for the pro tool!
Jitterbug
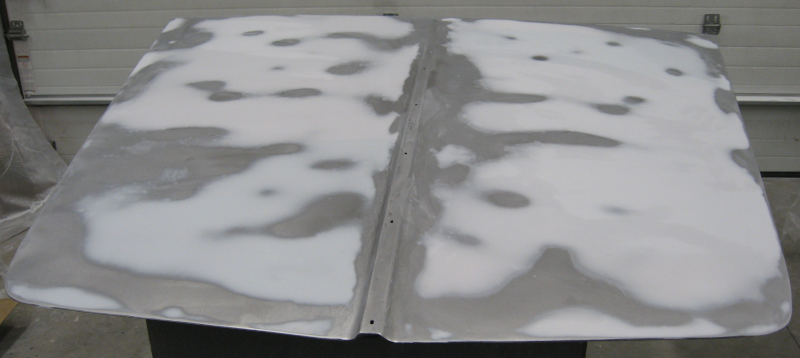
The jitterbug loaded with 36 grit sandpaper made short work of rough shaping the body filler. The bare metal represents the high spots and the filler has filled in the low spots. The hood was already fairly flat, so the filler is less than 1/16″ thick. After finishing the shaping with 36 grit, 80 grit sandpaper was loaded onto the jitterbug to get rid of the deep scratches left by the extra coarse 36 grit sandpaper.
Skimcoat of filler shaped with jitterbug leaving a completely flat and straight surface.
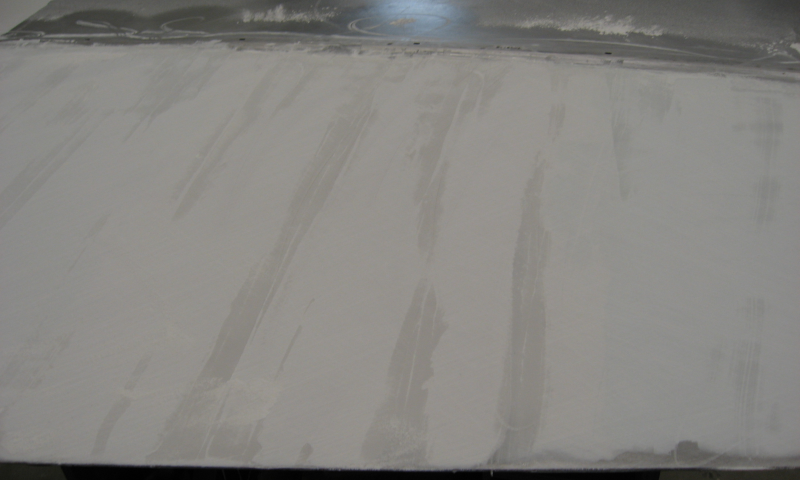
With the rough shaping done the next step was to perfect the surface. Two coats of epoxy primer were sprayed onto the hood to seal it and provide a foundation for high build primer. Two or three coats of high build primer were applied, followed by a light guide coat. The DA sander was loaded with 180 grit sandpaper and sanded until all of the guide coat was gone.
Hood with high build primer. Guide coat on left, sanded guide coat on right.
The main purpose of the high build primer is to fill in the sanding scratches left by the 80 grit sandpaper in the previous step. After sanding with 180 grit another guide coat is sprayed and a final pass with 320 grit sandpaper to remove the 180 grit scratches finishes sanding.
You might notice that the DA sander has two hoses attached to it – an air hose and a mystery hose. The large hose is attached to a shop vac and pulls sanding dust through holes in the sanding disk. This new sander greatly reduces the amount of sanding dust released onto the air and should minimize cleanup. We will see how it works out – initial results are encouraging.
Two coats of epoxy primer seal the high build primer and provide a surface ready for the actual paint.
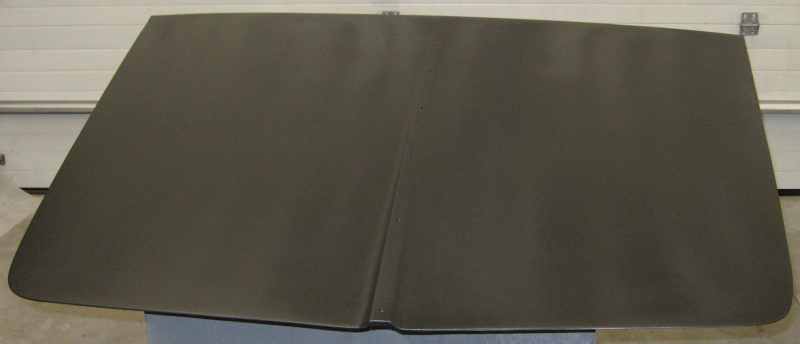
Finished hood with epoxy primer
There is a little bid of banding in the epoxy primer because I sprayed it with a small finish gun that makes it difficult to smoothly cover large surfaces. In the future I need to use a full size spray gun for these larger jobs. The small gun is great for smaller areas and provides better fine control – you just need to use the right tool for the job at hand.
The hood came out quite nice. All that is left is the other 90% of the car… Which we tackle in I’m a Stripper…
After finishing the last door in Door Four Debacle it was time to move on to the next rust damage I had been avoiding – a hole in a rib in the hood inner frame.
Wrestling the hood off of the car is normally a two person job, but only one of me was available. No problem! Drag out the engine hoist, hook it up to take most of the weight, and I can handle the rest. Demonstrating the wisdom that comes with age (or perhaps expensive and/or painful mistakes…) I quickly realized that you have to have people on both sides of the hood to control it while it is flying through the air. Desperate times call for desperate measures, so I asked She Who Must Be Obeyed for help. With two people guiding the hood it safely migrated off the car and onto the workbench.
Unfortunately I didn’t get a before picture, but the hole was at the end of one of the pressed ribs in the hood frame, next to the hood hinge. This is a complex area: multiple curves at different angles and all edges have a large radius. A single face of the damaged area is joined to up to six other faces, and all of them have to match exactly. There is a reason I’ve been stalling on this job!
Good side of hood frame – what I want to end up with
My initial plan was to make a single patch panel to replace the entire area I had to cut out. This is elegant but very difficult to do… One of the key lessons learned on other patches is that you can create a single large, complex part out of multiple smaller and simpler parts. Further, you can start with one small part, weld it into place, and then fit the next part to it – bend, fit, mark, trim, precision sand the edge to fit, and then weld this new small piece into place. Continue like this across the entire part and you can build complex shapes that are quite precise.
One of the advantages of working with metal is that you can add (weld) and subtract (cut, grind, or sand) material freely until you are happy with the result. With patience and a willingness to re-do work you can achieve surprising results. After grinding welds smooth it is difficult to tell where repairs have been made. A bit of body filler, some high build primer, and a coat of paint and the result looks perfect! For certain values of perfect…
In previous repairs I was able to bend the patches by either using my (small) bending brake or simply over the edge of my steel fabrication table. This produced a small radius curve at the bend, but I was able to fit the patches to the surrounding structure. This approach just wouldn’t work on the hood.
I needed something to match the radius of the curves. After mulling this over for a while I realized that I had an assortment of bolts of various sizes. OK, this could work.
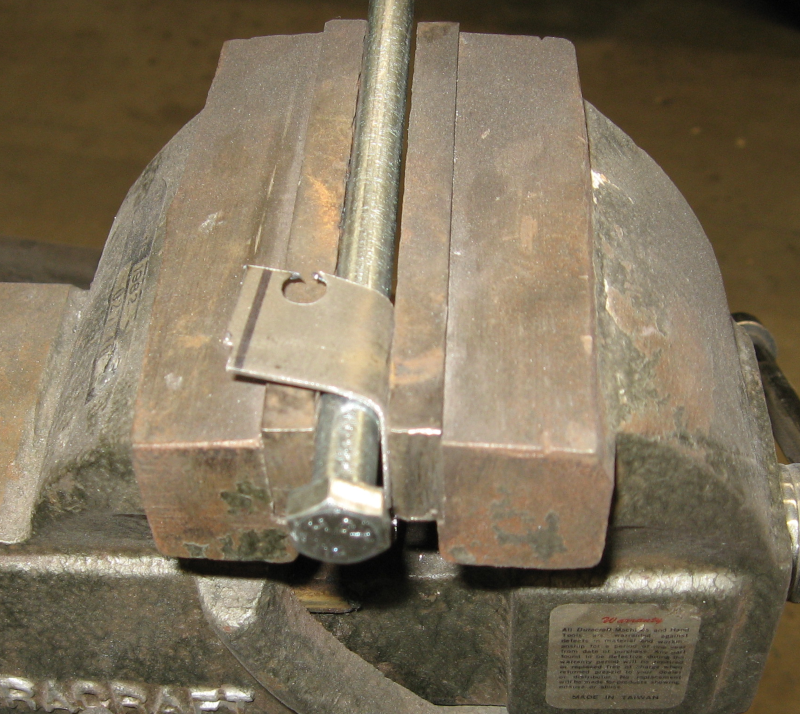
With this approach in mind I cut out the damaged area and started to work. The first question was what is the radius of the existing edges? I grabbed a handful of bolts, cut out small test pieces of sheet metal, and bent the test pieces around the bolt. Holding the bolt and sheet metal panel for bending was an issue. The brute force approach was to simply clamp the bolt and metal part in a vise. This would be much easier with three hands… Doing it this way is slow, but acceptable for the small number of pieces needed for this repair.
Putting a large radius bend into a test piece
A 1/2″ bolt produced a curve the nicely matched the existing hood frame. The rest of the bolts were returned to their storage boxes to make sure I didn’t get confused when making parts. Of course I haven’t actually done anything like that in the past!
With the problem of bending the edges to shape solved the job became relatively straightforward: Pick an edge to start with. Cut, bend, and fit a piece of metal to that edge, perhaps starting with a cardboard template. Once happy with the fitment, weld the new part into place.
Then choose the next edge to work on. Cut, bend, and fit another piece of metal to match this new edge and to the part previously installed.When happy with the fit, weld the new part into place. Repeat this process until you once again have a complete frame section with no holes.
The corners where the parts meet were basically spherical and presented special challenges. The new pieces being welded in were left somewhat long. After welding them in the corner was worked with a body hammer until it had the desired spherical shape. Cutting notches in the corner and careful hammer work produced acceptable corners. With more practice I should be able to do even better. Once the corners were worked into shape they were welded up – both the edges and the notches that can been cut into them. The corner was further shaped with careful grinding, resulting in a smooth and convincing result.
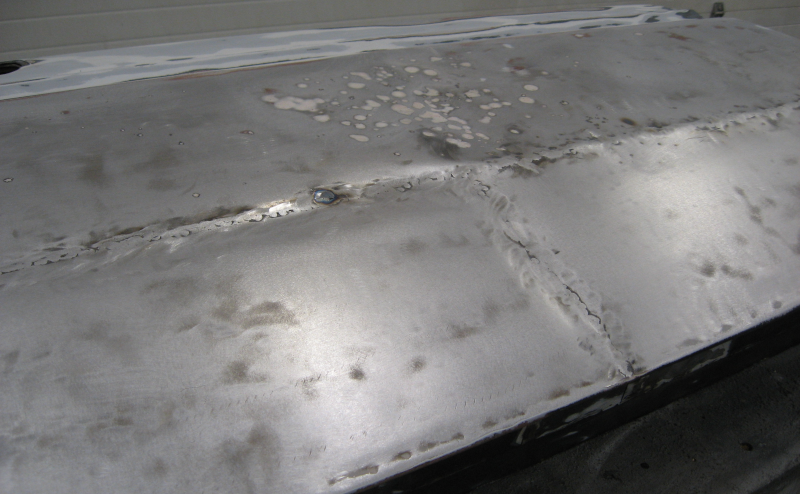
Hood Frame Repair
Compare this with the other side of the hood frame which received no repairs:
Hood Frame from other side; no repairs
Not a perfect match but solid and much better than a rust hole.
With the rust repairs done I took advantage of the opportunity to strip the paint off the bottom of the hood. This was partially done as a dry run for working on the rest of the car. Stripping the paint with an orbital sander works but is tedious and slow. Not ideal for the 63 acres of paint on the rest of this car…
Bottom of hood stripped of paint
After removing the old paint the hood received two coats of epoxy primer and two coats of finish paint.
While the end result looks good, I should have taken a bit more time and applied body filler to the patched area before painting. If you look closely you can see some divots and scratches from the grinder that have telegraphed through the paint – exactly the sort of thing that body filler and primer/filler hide. I need to remind myself that this is on the bottom of the hood and that no one else will ever notice or care…
Next: preparing the side of the hood that shows in Hoodie 2.
In AfterCoolin’ I put off tackling the last door by finishing work on the air compressor. After running out of excuses there was no choice but to move on to the last door.
While the bottom of the door looked good that unfortunately wasn’t definitive. One way to check sheet metal for rust is to probe it with an awl or screwdriver. If you can punch a hole the metal is rusty and needs to be cut out and replaced. The bottom and edges of door four were solid – a pleasant surprise. This meant that all I needed to do was clean and lubricate the window tracks, upgrade electrical wiring, and add the power window relays. Should be an easy one day job!
As I removed the window assembly I noticed what looked like a seam in the outer door skin. One that was tack welded in place with large gaps between the weld dots. Above this seam was a collection of dimples, divots, and dents in the door skin. Hmm, time for a closer examination…
And discovery that the door was solid because it had already been repaired.
Close examination showed that the bottom third of the door skin had been replaced and the bottom of the door extensively patched. There was clearly body filler on the door, but no way of telling how thick. Based on the evidence it looked like the door had rust and then had been hit. The rusty metal had been replaced and the solid metal hammered more or less back into place. Not a completely horrible job, but I wasn’t happy with it. Especially concerning was the partially welded seam. I couldn’t just leave it without knowing what was actually under the paint.
After muttering the appropriate lamentations and deprecations it was time to pull the door off the car and deposit it on the bench. The first step was to find out what I was really working with. Since the paint was hiding everything it had to go. My tool of choice was an 80 grit sanding disk on an orbital sander. After a couple of hours of work the door was down to bare metal and body filler. The body filler also needed to go, but was taking forever with the orbital sander. A coarse sanding disk on an angle grinder made short work of the old filler, at the cost of covering the entire workshop with a thick coating of grinding dust.
The good news was that the patch panels had been well fitted – tight seams with virtually no gaps. They just needed to be welded up. Back to the familiar routine – stitch weld, grind, look for pinholes, and repeat. After a few hours the seams were solid.
Door with seams welded
While the door was now solid, it looked horrible – dents, waves, ripples, and bulges. The seams weren’t flat, which meant the welds couldn’t be ground smooth. You can see some of the old body filler in dents above the weld – it was solid so I didn’t spend a lot of time trying to grind it out of the bottom of each small dent.
If this were a fender I would start working with hammer and dolly to get the entire surface flat – or at least close to it. Unfortunately the inner door skin greatly limited any hammer work. The surface was fairly close, so time to break out the body filler!
Checking the door with a straight edge showed where the lowest spots were. These low areas were filled with a thin coat of body filler and then worked with a body board and 36 grit sandpaper. A body board is an 18″ long by 2-12″ wide flat board with sandpaper attached. It allows you to get a flat surface across dents and waves and is the first tool in preparing for paint.
Body Board for sanding
If the surface is flat everything will be evenly sanded with the body board. If it isn’t flat, the high spots will be sanded down and the low spots left untouched. When dealing with dents and valleys the high spots will be sanded to bare metal and the low spots left untouched. When this happens you add more filler to the low areas and sand some more.
I prefer to apply thin layers, so several applications were needed to get the entire door flat. At this point the surface is close to flat but has deep scratches from the 36 grit sandpaper. 36 grit is more for shaping than finishing. The next step is to apply a thin coat of filler to the entire door – 1/16 of an inch or so. This coat is worked with the body board with 80 grit sandpaper.
Second – or maybe third or fourth – coat of filler
Here you can see the second coat of filler. If you look closely at the edges of the first coat of filler you can see how they have been feathered into the sheet metal leaving no visible transition. This is critical to a smooth panel in the final paint.
This is where you will start to use guide coats. A guide coat is a misting of black paint over the filler. If the surface is absolutely flat all of the guide coat will come off evenly when sanded with the body board. Low areas will be highlighted in black surrounded by body filler color. Scratches will show up as black lines. If you see any traces of the guide coat you need to continue sanding.
Once everything looks good with 80 grit you apply another guide coat and continue with 180 grit sandpaper. Additional thin coats of filler are applied as needed.
Final application of body filler
The end result is a flat panel. Bare metal indicates areas where the sheet metal is flat, lack of guide coat shows that the body filler is flat, and the translucent edges of the body filler show smooth feathering into metal.
While the panel is flat it isn’t ready for paint. The surface is finished, now it needs to be perfected. Two coats of epoxy primer are applied to the door to seal it and provide a foundation for the next step, followed by 2-3 heavy coats of high build primer. This high build primer is thinner than body filler and goes on smoothly. A guide coat is applied and the door is sanded with 240 grit sandpaper on a sanding block.
If some guide coat is left after sanding another coat or two of high build primer is applied and sanding continues. When you have a good surface with the 240 grit sandpaper, apply another coat of high build primer and sand with 320 grit. Once you are done with 320, give it a final sanding with 400 grit paper to eliminate sanding scratches. Yes, there are still 400 grit sanding scratches – but these are far to fine to telegraph through the final paint and will never be seen.
The end result of all this work is a perfectly flat and “laser straight” door that will not show any sanding scratches in the final paint – exactly what is needed for a black car! Black is the worst color for showing any imperfections in preparation. The saying in the automotive world is “if it is perfect, paint it black”.
Finished door mounted on the car. There is some sanding dust on the surface that needs to be cleaned off.
This needed bodywork turned the door into a two and a half week job rather than the single day originally planned. To be fair other things happened during this time like adding bay curtains to the workshop, but it was still a lot of extra work.
Whoever did this door originally did a reasonably good job. The door was solid and looked good. I was quite happy to note that I did a better job on the other doors that I worked on – better fit and finish, more attention to details, everything butt welded instead of overlapped, patches trimmed flush even inside the door where they couldn’t be seen, and all supporting brackets replaced. Maybe there is hope for me! In addition the inside of the door was painted with epoxy primer, all seams were sealed, and sound deadening mat installed.
The worst part of all of this body preparation work? It has to be done to the entire car. All 64 acres of the body of this monster need the same tender loving care before it can be painted. Krud.
After fighting rust in the previous article Door Three “Delights” I decided to finish off another workshop project to upgrade my air supply.
One of the problems with air compressors is moisture. A basic physics fact is warm air can hold more moisture than cooler air. When there is high humidity this shows up as water in the tank – which has to be regularly drained out – and moisture in the air lines. When compressed air is used it expands. When it expands the air cools. When the air cools any moisture in the in the air condenses into water in the air lines. This water damages air tools, ruins paint jobs, and causes general problems.
Air compressor with after cooler
Moisture isn’t much of a problem when the humidity is below about 50%. I never thought of New England as being especially humid, but over the last couple of summers I discovered that the humidity is a consistent 70%-80%, with frequent excursions into the 90%+ range.
This caused major problems with painting. I had to use expensive dessicant filters to remove the moisture – and these quickly became saturated and wouldn’t work any more.
One solution is to add an after cooler between the compressor and the air storage tank. This after cooler cools the hot air coming out of the compressor causing most of the moisture to condense out as water where it can be drained away before entering the rest of the system.
Of course it was Garage Journalthat introduced me to after coolers. They are called after coolers because they are installed after the air compressor and before the air storage tank. After reading several threads there I decided to use a Hayden Automotive 1290 Heavy Duty Oil Cooler. This is basically a large high pressure/high temperature radiator
One of the recent fabrication projects involved building a mounting frame out of 1″x2″ steel tubing to hold the Hayden cooler and bolt to the air compressor.
Testing fitting mounting frame and Hayden 1290 cooler to air compressor
This frame was closed with sheet metal and an 8″ 220V fan added to draw air through the Hayden cooler. Normally an automotive cooling fan would be used, but automotive fans run on 12V DC and the air compressor runs on 220V AC. The fan was connected to the motor output terminals on the pressure switch so that it only runs when the compressor was running.
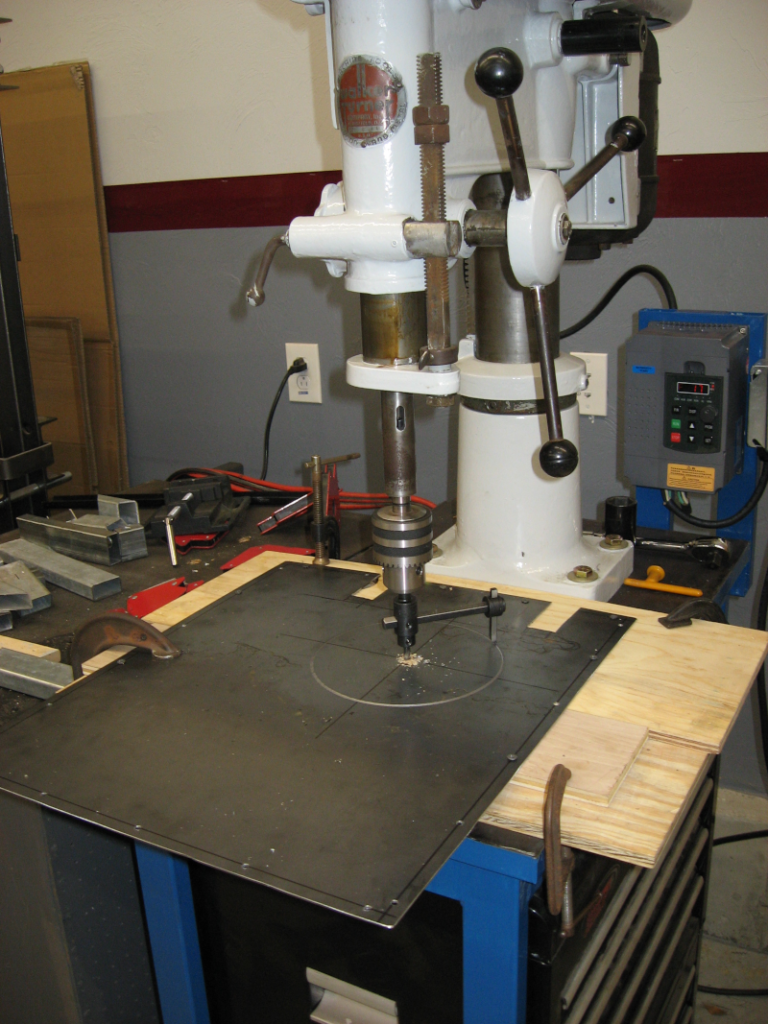
Fly cutter on drill press cutting large hole for cooling fan.
After test fitting everything the after cooler was disassembled, the frame painted, and then put back together and installed on the compressor. Actually connecting the air lines was delayed a bit by tracking down the plumbing fittings needed.
After acquiring the needed fittings the original copper lines connecting the compressor to the air tank were removed and replaced with new soft copper lines going to the after cooler.
The after cooler includes an automatic drain which will – wait for it – automatically drain the water that condenses in the after cooler and prevent it from reaching the tank.
With the final plumbing installed and all fittings tightened it was time to fire up the compressor and see if it worked.
Finished after cooler
The compressor started to run – always a good sign! – and pressure began to build – another good sign. The pressure built to the full 165 psi and turned off. Nothing blew out, yet another good sign. The new fittings were checked for leaks with soapy water and no leaks were found.
And there was much rejoicing!
Did it work? The basic test is output temperature from the compressor and input temperature to the pressure tank after the after cooler. Air gets hotter when it is compressed and can reach up to 350 degrees F coming out of the compressor. I monitored the output of the compressor which reached a maximum temperature of 315 degrees. The maximum temperature going into the tank was just over 90 degrees – a reduction of over 200 degrees! But still at least 30 degrees over ambient temperature.
The initial test was done without the cooling fan working – I wanted to make sure all of the plumbing was solid before making the electrical connections. After hooking up the cooling fan I cycled the compressor again. Initial temperature going into the tank was 59 degrees. Maximum temperature observed while the compressor was running was 62 degrees – a really excellent result!
The air was extremely dry today – humidity was only 16% – so no water was collected in the automatic drain valve. I expect the drain valve to get a workout as soon as the humidity goes back up to 90%+.
Update (August 2, 2022): The air compressor has been getting an extensive workout. I just dumped out close to a gallon of water from the automatic drain. There was virtually no water in the tank and just a trace of water in the original water filter. On humid days I’m no longer getting a fine mist of water from the air tools like I was before. The aftercooler is a success and a very worthwhile project!
Next: time to quit stalling and tackle the last door in Door Four Debacle.
After upgrading the power windows on the first two doors in Electrical 13: Relay That Window! it was time to stop stalling and start working on the drivers door. This door has the worst rust on the entire car, so it will be a bit of a project. After removing the glass – including the vent window – the door was pulled off the car and set on the bench. Which revealed the full challenge.
In addition to extensive rust across the bottom of the door, the rust wraps up the sides in areas with complex curves. This is where the door fits to the car and where the weatherstrip is, so the repairs have to precisely match the original shape.
The good news (the eternal optimist said…) is that there is enough metal left to retain the original shape. This makes it possible to replace the rust with solid metal bit by bit and match the original shape. Tedious, but much easier than working from nothing!
The starting point is the brace going across the bottom of the door. The brace itself is in good shape, but the rust goes well under it. The brace has to come out so that the substructure can be replaced. This involves locating and drilling out the spot welds on the brace.
Once the brace is removed the full problem is revealed:
Yeah, that needs some work. Fortunately only straight bends are needed here. Measure the area to cut out, cut and weld in patches, and this part of the door is stabilized for the next steps.
Next work across the bottom of the door, replacing the flat sections first:
The drivers door is the only one with rust in the outer skin, so the door is flipped over. A patch panel is fitted, held in place with magnets, and welded.
The fit on this patch panel isn’t too bad – maybe I’m getting better! Or, more realistically, less bad…
With the door skin patched, flip the door back over and start working on the curved section. The process remains basically the same – cut and fit small patch panels, cut out the rusted section, tack weld the patch in place, and move to the next patch.
Repeat the process on the front corner of the door and then time to start the process of grinding the welds, identifying gaps, and welding and grinding until everything is solid.
The brace that was removed earlier was welded back on using the original spot weld holes as locators. This completed the structural repairs. While the complex shapes of the inner door structure were rigid enough to hold their shape during welding, the relatively flat outer door skin had just enough warping to be noticeable. The double skin in this area kept me from being able to properly work the metal. A skim coat of bondo and careful shaping with an auto body sanding board made everything perfectly smooth again. This is a very thin skim coat – roughly 1/16″ – 1/8″ maximum thickness.
Door seams were filled with seam sealer and a coat of epoxy primer was applied to keep the new metal from rusting:
With the metal work done the door was ready to go back on the car. The big question: Will it fit?
Yes! Yes, it still fits! And there was much rejoicing!
With the first hurdle overcome it was time for the true test: would the door still close with the new weatherstrip installed? The weatherstrip was fitted and held in place with tape. And the door closed! And opened and closed and opened and closed. Success! Sweet, sweet success.
With repairs on the door complete the next step will be to re-install the glass and adjust everything. And apply the power window upgrades to this door.
Introducing the Imperial Deathstar, a black 1963 Chrysler Imperial. This is one of the largest production sedans ever built, and arguably the best luxury car of its day.
Join me what will probably be a never-ending saga of grease, aching muscles, and an empty wallet as I work to restore this over 50 year old survivor to a reliable cruiser.